ルビーを研磨 [加工]
**********

注文して取り寄せたルビーのサイズが合わず、ドップにつけて小さく研磨中です。
いくつかあるカボションルビーは、大きいものは大きすぎて小さなものは小さすぎて、帯に短し襷に長しといった寸法でした。

オーストラリアのブラックオパール [加工]
**********
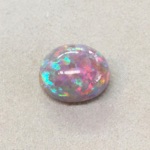
高さが7ミリほどもある肉厚のブラックオパールです。
よい方向から一枚撮影しました。
リングになります。
赤や青の遊色がきれいです。
ダイヤモンドの直径を測りました [加工]
**********

2カラットアップのダイヤモンドリングをお預かりした時の、先日の画像です。
直径は約8.3ミリありました。
8.3 × 8.3 × 8.3 × 0.00365 = 2.087
直径のミリ数を3回掛けて、小数点にゼロを2個つけてから一年の365日と同じ数を掛けると、ダイヤモンドのカラット数の近似値が出ます。
昔、宝石を扱うようになって一番初めに覚えた計算式でした。
カットが薄かったり深かったりすると実際の目方とは少し違った値が出てきますが、だいたいの目安として覚えやすい便利な式です。
純チタンのフルオーダーマリッジリング [加工]
**********

今日か明日に完成します。
鍛造フルオーダー純チタンマリッジリング。
純チタンはプラチナよりもはるかに硬く軽く、加工難度も高いですが、金属アレルギーが無く、歪まない装着感の良い指輪が創作できます。
大きくするサイズ直しも可能で、デザインによっては小さくすることも可能です。
抜けなくなった時などの万が一の時には口を開けることもできて、硬いけれど純チタンは安心です。
『指輪が抜けない時』
25年前の誕生時より格段に自由度が高くなりました。
オンリーワンペア。
とても素晴らしいお値打ちマリッジリングが生まれます。

今日か明日に完成します。
鍛造フルオーダー純チタンマリッジリング。
純チタンはプラチナよりもはるかに硬く軽く、加工難度も高いですが、金属アレルギーが無く、歪まない装着感の良い指輪が創作できます。
大きくするサイズ直しも可能で、デザインによっては小さくすることも可能です。
抜けなくなった時などの万が一の時には口を開けることもできて、硬いけれど純チタンは安心です。
『指輪が抜けない時』
25年前の誕生時より格段に自由度が高くなりました。
オンリーワンペア。
とても素晴らしいお値打ちマリッジリングが生まれます。
彫金 鍛造 時々鋳造 [加工]
**********

手作業で削って形づくったハードワックスを埋没材スラリーに埋めてキャストします。
20年も前は、家の焼成炉でワックスを焼き去り、時間的に焼成の済む深夜に遠心鋳造機でキャスティングしていたりもしましたが、彫金・鍛金・鋳金のなかでは、現在は彫金と鍛金の技法を多用するようになりました。
今回はペンダントのようなものを鋳造で金属の形にしました。
ワックスが金属に置き換わったあとは、巣を潰したり叩き締めたりヤスリがけをしたりしますので、少し大きめに作っていて、この段階では完成までの8割程度の形にしています。
鋳造時、金属を鋳込むタイミングをはかって、ここッ、という時にボタンを押した瞬間は、とても素晴らしい脳内物質が放出されます。鋳込んだ結果が早く知りたい。
キャストすることはとても楽しいですね。

手作業で削って形づくったハードワックスを埋没材スラリーに埋めてキャストします。
20年も前は、家の焼成炉でワックスを焼き去り、時間的に焼成の済む深夜に遠心鋳造機でキャスティングしていたりもしましたが、彫金・鍛金・鋳金のなかでは、現在は彫金と鍛金の技法を多用するようになりました。
今回はペンダントのようなものを鋳造で金属の形にしました。
ワックスが金属に置き換わったあとは、巣を潰したり叩き締めたりヤスリがけをしたりしますので、少し大きめに作っていて、この段階では完成までの8割程度の形にしています。
鋳造時、金属を鋳込むタイミングをはかって、ここッ、という時にボタンを押した瞬間は、とても素晴らしい脳内物質が放出されます。鋳込んだ結果が早く知りたい。
キャストすることはとても楽しいですね。
オニキスをカット [加工]
**********

オニキスは黒いメノウです。
この石は硬くて金属ヤスリでは削れません。
木工用の糸ノコでも切れませんし、金属用糸ノコでも刃が立ちません。
このオニキス丸棒を切断したい場合にはどうするかといいますと、今回は砥石で切断します。
厚さ1ミリに満たない薄く丸い砥石です。
真ん中に小さな穴が開けてあります。
そこに軸を取り付けて、ネジで固定して使います。
回転工具ですので、適度なスピードを選んで少しずつ石を削っていきます。
毎分数百回転か数千回転か数万回転かと問われますと、たぶん毎分1000回転位で作業を始めました。
周囲から快調に削り進めます。
途中、様子を見るために回転を止めて工具を机上に置きました。
砥石が机に当たって割れました。
薄い砥石ですので、注意しないとそのような事になります。
これが回転中だとかなり危険です。
割れた破片が目に飛び込んできたら大変です。
防塵ゴーグルは必需品です。
必ず目をカバーします。
顔に飛んできても大怪我をします。
アーク溶接の時などに使う保護面やオートバイのフルフェイスヘルメットなどがあれば安心です。
ちょっと大げさですけど。
高速回転して胸に飛んできても服が破れたり怪我をしたりします。
防弾チョッキを着用していると安心できます。
冗談ですけれど。
いずれにしても、グラインダーなど回転工具の砥石が割れると非常に危ないですので、使用前には必ずヒビの有無をチェックしましょう。
新しい砥石で、無理な力を加えないで周囲から少しずつ削っていきます。
かなり削れてくると、あとはポキンとオニキスを折ってもかまいません。
折れ口は、このあとさらに別の形の砥石できれいにし、光沢研磨の別工程に入ります。

オニキスは黒いメノウです。
この石は硬くて金属ヤスリでは削れません。
木工用の糸ノコでも切れませんし、金属用糸ノコでも刃が立ちません。
このオニキス丸棒を切断したい場合にはどうするかといいますと、今回は砥石で切断します。
厚さ1ミリに満たない薄く丸い砥石です。
真ん中に小さな穴が開けてあります。
そこに軸を取り付けて、ネジで固定して使います。
回転工具ですので、適度なスピードを選んで少しずつ石を削っていきます。
毎分数百回転か数千回転か数万回転かと問われますと、たぶん毎分1000回転位で作業を始めました。
周囲から快調に削り進めます。
途中、様子を見るために回転を止めて工具を机上に置きました。
砥石が机に当たって割れました。
薄い砥石ですので、注意しないとそのような事になります。
これが回転中だとかなり危険です。
割れた破片が目に飛び込んできたら大変です。
防塵ゴーグルは必需品です。
必ず目をカバーします。
顔に飛んできても大怪我をします。
アーク溶接の時などに使う保護面やオートバイのフルフェイスヘルメットなどがあれば安心です。
ちょっと大げさですけど。
高速回転して胸に飛んできても服が破れたり怪我をしたりします。
防弾チョッキを着用していると安心できます。
冗談ですけれど。
いずれにしても、グラインダーなど回転工具の砥石が割れると非常に危ないですので、使用前には必ずヒビの有無をチェックしましょう。
新しい砥石で、無理な力を加えないで周囲から少しずつ削っていきます。
かなり削れてくると、あとはポキンとオニキスを折ってもかまいません。
折れ口は、このあとさらに別の形の砥石できれいにし、光沢研磨の別工程に入ります。
天然スタールビーリング [加工]
**********

鑑定機関に依頼してルースの鑑別書を作成しました。
天然スタールビーと正確に鑑別結果が出てからプラチナリングにセッティング。
きれいなダイヤモンドが入った素敵な婚約指輪が完成しました。
蛍光灯の下ではスターは見えませんが、スポットライトを当てるとシャープなスターがルビーの奥から浮かび上がります。
素晴らしい宝石です。
この度はおめでとうございます。
ピンクトルマリンの [加工]
**********

並行して制作していたトリリアントカットのピンクトルマリンペンダントはここまで進んでいます。
あとは、プラチナのペンダント全体をきれいに磨いて、それからダイヤモンドとトルマリンの石留めをして、そのあと再度きれいに最終磨きを施して、検品して完了です。
もう少しですので今しばらくお待ちくださいませ。
プラチナを太く [加工]
**********

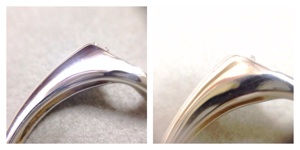
プラチナリング下部を太く厚くして欲しいというご依頼です。
上部に比べて下部が極端に細いので、使用中によく曲がって困られていたそうです。
腕の左右のバランスの良さそうな所でカットして、そこに合う太く厚い地金を挟み込みました。
並べて写している細い方が以前の腕の地金です。
しっかりと太くしてヘラ仕上げで硬化させているところで撮影しました。

プラチナリング下部を太く厚くして欲しいというご依頼です。
上部に比べて下部が極端に細いので、使用中によく曲がって困られていたそうです。
腕の左右のバランスの良さそうな所でカットして、そこに合う太く厚い地金を挟み込みました。
並べて写している細い方が以前の腕の地金です。
しっかりと太くしてヘラ仕上げで硬化させているところで撮影しました。
ピンクゴールドでハートを [加工]
**********

ピンクゴールド板に鉛筆でぷっくりハートを下書きして、マジックインキでデザインを決めます。
糸ノコで輪郭線の外側を切り抜いて、ヤスリで形を整え、一応おおまかなところまでは出来上がりです。
ピンクゴールドは、硫酸肌で少し白っぽくなっていますが、最後に磨くと中身の色が出てきてきれいなピンク色になります。
ホワイトゴールドの長方形は、鍛造とローラーでほぼ近いところまでを形作りましたので、四角形の直角に気をつけながら四つの縁をヤスリ掛けすれば半ばまでは出来上がりです。
ホワイトゴールドは白色の金で、K18WGならば成分の75パーセントが純金です。
純金は24金のことで、18金は24の中に18の割合の純金が入っているという意味ですので、18÷24=0.75で、百分率で75です。
黄金色を白く見えるようにするための割り金は、パラジウムを使う前の時代はほとんどニッケルを混ぜていましたが、時代が進み金属アレルギーが話題になってきてからは、イオン化しにくい金属を混ぜるようになりました。
ニッケル割りのK18WGは少し黄色味を帯びていましたが、パラジウム割りのK18WGはケル割り地金よりも白く見えます。
パラ割りのホワイトゴールド地金は融点が高く、むしろ扱いやすいです。

ピンクゴールド板に鉛筆でぷっくりハートを下書きして、マジックインキでデザインを決めます。
糸ノコで輪郭線の外側を切り抜いて、ヤスリで形を整え、一応おおまかなところまでは出来上がりです。
ピンクゴールドは、硫酸肌で少し白っぽくなっていますが、最後に磨くと中身の色が出てきてきれいなピンク色になります。
ホワイトゴールドの長方形は、鍛造とローラーでほぼ近いところまでを形作りましたので、四角形の直角に気をつけながら四つの縁をヤスリ掛けすれば半ばまでは出来上がりです。
ホワイトゴールドは白色の金で、K18WGならば成分の75パーセントが純金です。
純金は24金のことで、18金は24の中に18の割合の純金が入っているという意味ですので、18÷24=0.75で、百分率で75です。
黄金色を白く見えるようにするための割り金は、パラジウムを使う前の時代はほとんどニッケルを混ぜていましたが、時代が進み金属アレルギーが話題になってきてからは、イオン化しにくい金属を混ぜるようになりました。
ニッケル割りのK18WGは少し黄色味を帯びていましたが、パラジウム割りのK18WGはケル割り地金よりも白く見えます。
パラ割りのホワイトゴールド地金は融点が高く、むしろ扱いやすいです。
チェーンが縦にも横にも通せるように [加工]
**********

プラチナのペンダントトップ上部でボールチェーンが固定されて使いにくいので、ペンダントトップの裏側にベネチアンネックレスが通せるように加工して、というご依頼です。
隙間が狭いので太いめのボールチェーンでは無理でしたが、細いめのベネチアンチェーンを使う場合は、工夫して隙間を広げることで縦にも横にもプレートを通せるように加工することができました。
ダイヤモンドとアクアマリンには出来るだけチェーンが触れないように気をつけました。
これで喜んでいただけると思います。

プラチナのペンダントトップ上部でボールチェーンが固定されて使いにくいので、ペンダントトップの裏側にベネチアンネックレスが通せるように加工して、というご依頼です。
隙間が狭いので太いめのボールチェーンでは無理でしたが、細いめのベネチアンチェーンを使う場合は、工夫して隙間を広げることで縦にも横にもプレートを通せるように加工することができました。
ダイヤモンドとアクアマリンには出来るだけチェーンが触れないように気をつけました。
これで喜んでいただけると思います。
プラチナ塊から棒に [加工]
**********

熔解プラチナの温度が室温にまで下がると、ルツボに固くくっついているプラチナ塊を剥がします。
ガスが発生していない良い地金に作業できました。
金床上でプラチナの側面を叩き締めます。
割れもヒビも入ってこない良い地金になっています。
叩いていると谷になっている箇所が出てきました。
ここは一体化しない部分ですので、もう一度耐火煉瓦上でその辺りだけを1800度くらいに昇温して溶かします。
地金をひと塊りにするのと柔らかくなますのとが同時に出来て一石二鳥です。
ローラーにかかる太さになれば、あとは細長く加工していきます。
このような地金は、丸カンなどに使います。

熔解プラチナの温度が室温にまで下がると、ルツボに固くくっついているプラチナ塊を剥がします。
ガスが発生していない良い地金に作業できました。
金床上でプラチナの側面を叩き締めます。
割れもヒビも入ってこない良い地金になっています。
叩いていると谷になっている箇所が出てきました。
ここは一体化しない部分ですので、もう一度耐火煉瓦上でその辺りだけを1800度くらいに昇温して溶かします。
地金をひと塊りにするのと柔らかくなますのとが同時に出来て一石二鳥です。
ローラーにかかる太さになれば、あとは細長く加工していきます。
このような地金は、丸カンなどに使います。
外れないトルコ石とシェル [加工]
**********

サイズ直しの前にK18リングからトルコ石とシェルをそっと外そうとしていましたが、なかなか外れませんでした。
いつもはもっと短時間で外れるのですが、この指輪はどうしたものか頑丈です。
30分ほどかかって3か所を外すことができて、最後のシェルは、縁に少しだけ見えている接着剤を細い工具でガリガリ削って接着面積を小さくしてみたりして、1時間以上かかりました。
トルコ石の尖った先がゴールド地金のポケット部分に差し込んであったり、地金と宝石がギチギチに擦り合わせてあったり、接着剤がたっぷりと付いていたり、というのが外れない原因でした。
全部割れないで外れましたので、安心してサイズ直しをしました。
あとは接着作業と最終磨きが残っています。
湾曲した形が微妙に変わってきていますので、注意深く石をはめ込みます。
とても硬いプラチナ指輪 [加工]
**********

昨日アップロードした画像の続きです。
あの後の工程は、S字形に作ったプラチナ棒をふたつにカットして、切り口を2000度くらいに昇温して溶かし付けます。
ロウは使いませんので、ロウ付け、ではなく、とも付け、と言います。
共付けと書きますが、友付けと書く人もいます。
2週間ほど前に北海道の方がプラチナリングの相談メールをしてこられましたが、その時にこの画像があれば分かりやすかったですね。
本体同士を溶かし付けますので、切断面はありません。
上手にするには初級中級クラスの方には少しハードルの高い技ですが、きれいにできるとなかなか値打ちがありますよ。
これを金鎚で何度も硬く叩き締めながら目的の指輪サイズにします。
最後にはヘラでさらに地金を硬化させますので、私が手作りするプラチナリングは、普通のプラチナリングの2倍位の硬さがあります。
キャストや削り出しで作る一般的なプラチナリングよりもはるかに硬く、ハードプラチナのように丈夫に作っています。
継ぎ目が無く、日本刀のように叩き締めて造る数少ないリングです。
ワクワクしながら作業します。

昨日アップロードした画像の続きです。
あの後の工程は、S字形に作ったプラチナ棒をふたつにカットして、切り口を2000度くらいに昇温して溶かし付けます。
ロウは使いませんので、ロウ付け、ではなく、とも付け、と言います。
共付けと書きますが、友付けと書く人もいます。
2週間ほど前に北海道の方がプラチナリングの相談メールをしてこられましたが、その時にこの画像があれば分かりやすかったですね。
本体同士を溶かし付けますので、切断面はありません。
上手にするには初級中級クラスの方には少しハードルの高い技ですが、きれいにできるとなかなか値打ちがありますよ。
これを金鎚で何度も硬く叩き締めながら目的の指輪サイズにします。
最後にはヘラでさらに地金を硬化させますので、私が手作りするプラチナリングは、普通のプラチナリングの2倍位の硬さがあります。
キャストや削り出しで作る一般的なプラチナリングよりもはるかに硬く、ハードプラチナのように丈夫に作っています。
継ぎ目が無く、日本刀のように叩き締めて造る数少ないリングです。
ワクワクしながら作業します。
赤黒いK18ネックレスを元の色に [加工]
**********

上がお預かりした時の写真で、下が磨き仕上げをした今のお品の写真です。
初めは真上から、今回はやや斜めからの撮影になってしまいましたが、背景も撮影場所も同じです。
撮影日と撮影時間は違っています。
K18地金が赤黒くなって照りがなくなっていましたので、南洋真珠以外のネックレスを酸で処理してサビを取り除いてから、手作業で細部まで光沢磨きをしました。
本来のきれいなゴールド色に戻って素晴らしく輝くようになりました。
ダイヤモンドが入ったプラチナのペンダントヘッドは別の方法で光沢研磨をして、
15ミリあまりの大きさの南洋真珠も照りが戻るように仕上げました。
これで喜んでいただけると思います。
ピンクトルマリンで [加工]
**********

お客様お手持ちの一辺が1センチ近くのトリリアントタイプのピンクトルマリンで、ペンダントヘッドを作るご依頼をいただきました。
ティファニータイプの石座で爪を小さくしてとのご希望です。
ご注文はプラチナでの制作です。
細すぎると強度の点で心配がでてきますので、ご相談を受けているときには、本体はしっかり作って3本の爪の見え方を小さくなるように工夫しよう、と思いました。
下部を絞りすぎると裏の尖ったキュレット先が胸に触れ、テーブル面が正面を向かなくなりますから、少しだけにします、とお話ししました。
が、今になって、もしかしたら、3本爪ではなく6本爪の意味でおっしゃられたのかな、と思いました。
遠慮がちな女性です。
日中に確認のご連絡をしたいと思います。
バチカン部分にはダイヤモンドをあしらい、お洒落なジュエリーになる予定です。

お客様お手持ちの一辺が1センチ近くのトリリアントタイプのピンクトルマリンで、ペンダントヘッドを作るご依頼をいただきました。
ティファニータイプの石座で爪を小さくしてとのご希望です。
ご注文はプラチナでの制作です。
細すぎると強度の点で心配がでてきますので、ご相談を受けているときには、本体はしっかり作って3本の爪の見え方を小さくなるように工夫しよう、と思いました。
下部を絞りすぎると裏の尖ったキュレット先が胸に触れ、テーブル面が正面を向かなくなりますから、少しだけにします、とお話ししました。
が、今になって、もしかしたら、3本爪ではなく6本爪の意味でおっしゃられたのかな、と思いました。
遠慮がちな女性です。
日中に確認のご連絡をしたいと思います。
バチカン部分にはダイヤモンドをあしらい、お洒落なジュエリーになる予定です。
素材を鍛造 チタンリング [加工]
**********

昨日から取り掛かりはじめたチタンのマリッジリング。
いつものように、鍛造が終わって指輪サイズと指輪幅が予定通りになったところの写真です。
ペンダントをハンドメイドする時もバングルをハンドメイドする時もいつも同じです。
まずは鍛造。
フルオーダー品は素材作りから始めることが基本です。
リフォーム前の3ctDiaリング [加工]

数日前に紹介しようと画像をアップロードしたまま忙しさにまぎれて忘れていました。
そういえば、gif動画にして数枚を試したけれど、動かないようなのでそれもそのままになっていました。
ダイヤモンドリングをペンダントやピアスにリフォームする時に一番大変なのは、やはりアールのついている透かし入りの指なじみ部分をいかに平らに加工するかというところです。
パーツの分離もなかなか大変でした。
でも、きれいに完成できました。
2014-09-21 23:20
nice!(0)
アンティーク硝子ネックレス [加工]

「コンニチワー」
と大きな声がするので奥から出てみると、笑顔の男性。
アメリカ人のお客様です。
色とりどりの古いガラスビーズを出されて
「これでネックレスが作りたい」とのご希望ですので、その場で手作りしてもらえるように引き輪金具などのパーツをお出ししました。
ガラスのビーズはずっと昔にかなりの金額でお買い求めになられていたお気に入りのもので、ご自分で配色を考えられてワイヤーに通されました。
8割がた意思の疎通ができていると思えますが、1割くらいは完全に「?」のような瞬間もありました。
でも順調に制作が進みます。
黒革の紐の端のまとめ方は自分よりプロのほうが手が出来ているから、と言われて途中で制作を交代することになりました。
金色ボールの穴を大きくくり抜いたり、金線をねじったりして、合計2時間ほどかかってきれいに出来上がりました。
完ぺき!! ベリーグッド!!
と、拍手され、すぐに首に着けられて、満足なお顔で帰られました。
完成品の写真を撮るチャンスがありませんでしたが、楽しいお昼時でした。
2014-07-25 17:21
nice!(0)
20ミクロンのプラチナ [加工]
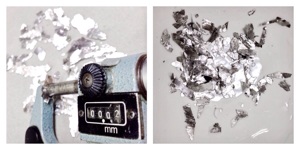
ローラーで薄く伸ばして表面積をできるだけ大きくしてから酸処理します。
マイクロメーターで測ると0.02ミリでした。
このプラチナの厚さですと、ハサミで簡単に普通の紙のように切ることが出来ます。
2014-06-04 15:31
nice!(0)
完了しました [加工]

磨いて洗浄して乾燥して出来上がっています。
もう少しきれいに写ってくれればいいのに、作業机の狭いスペースで短時間で撮っていますので…、一応様子は分かるし、まぁこのへんで良しとしましょう、ということで急きょアップロード。
明日も早いので、メールを一件送信できれば、今夜は終了です。
2014-05-24 23:51
nice!(0)
リフォーム前にはダイヤを外します [加工]

ジュエリーリフォームの時は、前もってダイヤモンドを指輪枠から外します。
プラチナの線爪は比較的外しやすいですが、ホワイトゴールドに彫り留めしてあるダイヤモンドは、とても外しにくいです。
タガネを使うと先が丸くなったりして作り直す手間がかかりますし、ニッパーで本体地金をカットすると余分な力がかかったりしてダイヤモンドが割れたりすることもあります。要注意です。
2014-05-07 10:23
nice!(0)
WGチェーンのロウ付け修理 [加工]

ボールチェーンの片一方軸を取り外しました。
昇温時の酸化を防ぎロウ流れを良くするためにフラックスを塗って、極小のホワイトロウを置いて、そっとロウ付けします。
ふたコマのみくっ付けます。
他のコマは自由に動くので、真ん中に寄せてみました。
このあとは、酸洗い、バフ、洗浄、脱脂、ロジウムメッキ、乾燥、などの工程に入ります。
2014-05-05 06:22
nice!(0)
スプーンに文字を手彫りしました [加工]

ブランドのシルバースプーンに赤ちゃんのお名前を彫るご依頼をいただきました。
日中はあれこれと用事が続いたので、夜になってから一人静かに文字を入れました。
大きくてきれいなスプーンですので、艶出し仕上げに時間をかけました。
タグ:スプーン
2014-04-29 01:18
nice!(0)
模様をクッキリと [加工]

家紋バッヂはロジウム仕上げしていましたので模様がハッキリと見えませんでした。
表面が銀ならば燻し仕上げも可能なのですが、プラチナ属ですので燻すことができません。
彫って低くなったところをエナメルで黒くしました。
これで遠くからも図案がよく分かります。
2014-04-17 06:50
nice!(0)
刻印文字のバリ取り [加工]

0.8ミリの大きさの刻印文字です。
スリムなリングに入れるには1ミリ以上の文字では無理でしたので、手で打刻しました。
この場合はプラチナに刻印を打ち込みましたので、文字の周囲にバリが立っています。
下の画像はそれを研磨した後のものです。
普通はバリのザラザラを取り除く作業をしますが、文字が薄くなることなどを避けるために、磨かないでそのままにしているメーカーもあります。
文字を入れる方法はいくつかありまして、地金を彫り取る、地金を引っ掻く、地金に打ち込む、地金に点々を打ち並べる、レーザーで細く浅く焼き溶かす、エッチングする、キャスト前のワックス段階ですでに文字を入れている、などの方法があります。
それぞれのメーカーや工場で持っている設備やポリシーが違いますので、それぞれがさまざまな技法でジュエリーに文字を入れています。
それぞれに長所短所がありますので、どれがベストかということは決めにくいです。
浅い深い、太い細い、大きい小さい、多数少数など、いろいろな特徴があります。
きれいであればどんな方法でもいいんです。
たいていのやり方はここ30〜40年ほどの間に考案されたものが多いですから、堅苦しく考える必要はありません。
タグ:刻印
2014-04-15 00:00
nice!(0)
サンゴに穴をT字形に開ける [加工]
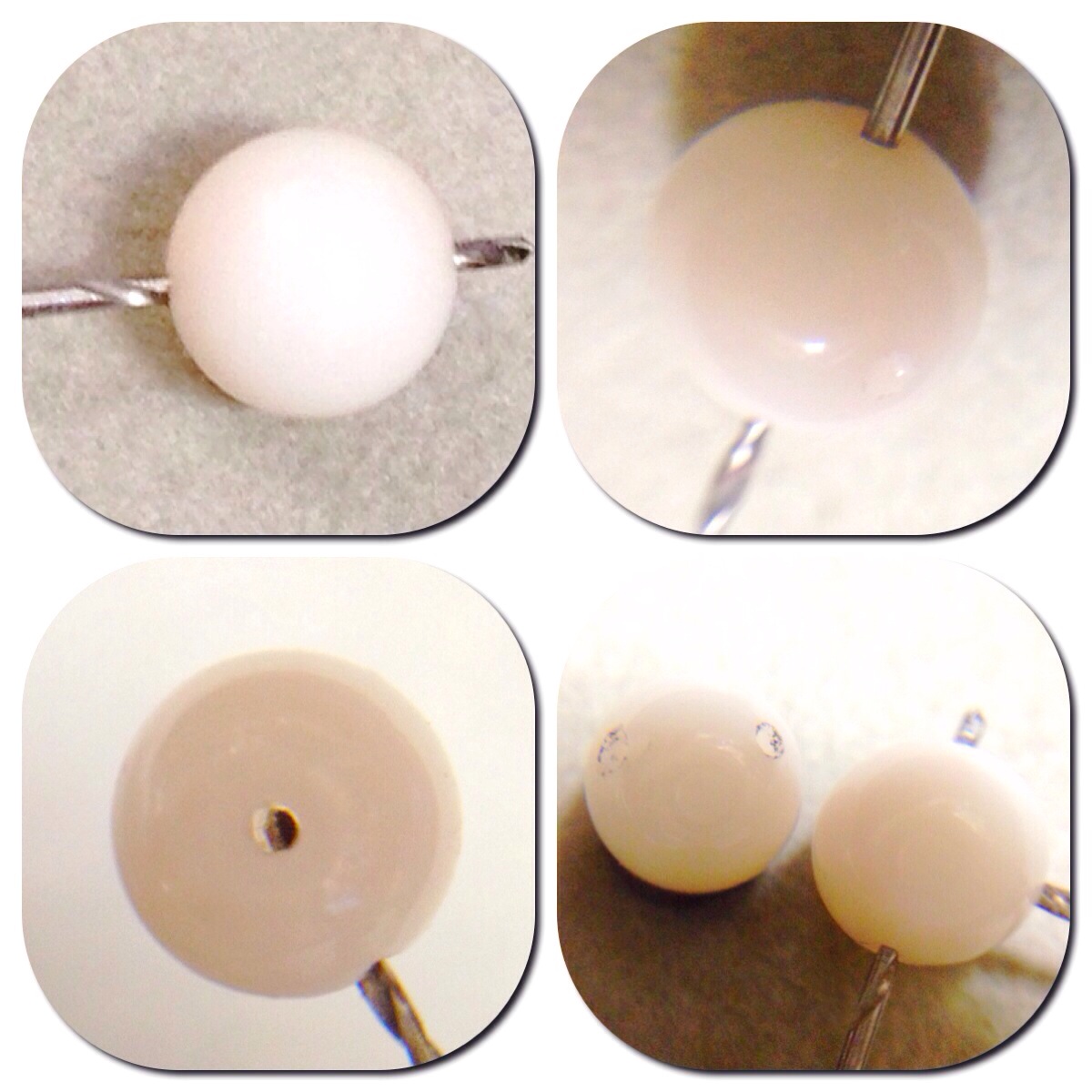
貫通穴のサンゴに穴を開けて欲しいというご依頼です。
今あいている穴に直角になる位置に印しを付けて、少しガイド穴を作って、そこから中心部まで穴を開けました。
サンゴは作業時に真珠よりも欠けやすいので、ゆっくりと注意深くドリルを進めます。
もともと内部にヒビがあってそれが表面には出ていないような珠もあります。
割れずに無事に穴があいて、おめでとうございます。
安心しました。
タグ:サンゴ
2014-04-13 19:22
nice!(0)
ピカピカになりました [加工]
ピカッと輝きました。
拡大しても巣が分からないぐらいに緻密な表面になりました。
これで硫化や酸化を遅らせることができると思います。
こう作業してきた内容を別の観点から表現すれば、鋳造と鍛造の地金は違う、ということになります。
20数年間鍛造を重要視して制作してきた理由がここにあります。
タグ:緻密
2014-04-12 15:35
nice!(0)




